自动锁螺丝机卡料问题解析与解决方案

自动锁螺丝机在自动化生产中扮演着重要角色,但‘卡料’是操作中常见的故障之一,会直接影响生产效率和产品质量。本文将系统地分析卡料原因,并提供针对性的解决方案。
一、卡料的主要原因分析
- 螺丝本身问题:螺丝尺寸不标准、头部毛刺、螺纹损伤或混入异型螺丝,都会导致在供料器或锁付头处堵塞。
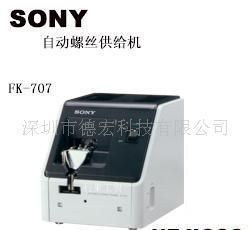
- 供料系统故障:振动盘或供料轨道调整不当,导致螺丝排列不顺畅;气管气压不稳定,吹送力度不均;轨道内有灰尘、油污或碎屑积累。
- 锁付机构问题:电批或风批的批嘴磨损、尺寸与螺丝不匹配,无法精准抓取或拧入;批头下压深度或扭力设置不当。
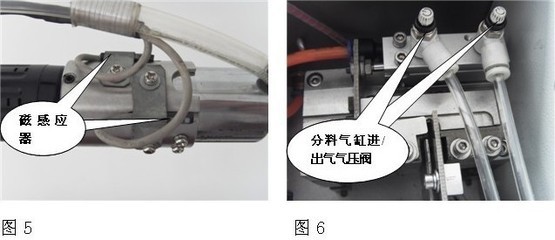
- 程序与传感问题:设备感应器(如光电传感器)灵敏度不足或位置偏移,未能及时检测到螺丝状态;控制系统参数设置错误。
二、系统性解决方案
针对以上原因,可以按以下步骤排查与解决:
第一步:立即停机与检查
发生卡料时,首先应安全停机,切断气源和电源。检查卡料的具体位置——是在振动盘、轨道、分料器还是在锁付头。使用专用工具(如镊子、吹气枪)小心清除卡住的螺丝,切勿强行操作以免损伤精密部件。
第二步:螺丝物料筛选与标准化
• 确保使用标准、合格的螺丝,同一批次尺寸统一。
• 上料前可进行筛选,去除有毛刺、变形或沾有油污的螺丝。
• 对于特殊螺丝(如带垫片、异形头),需确认设备是否兼容。
第三步:供料系统精细调整与维护
• 振动盘:根据螺丝规格重新调整振动幅度和频率,确保螺丝能平稳有序地送出。定期清洁振动盘内部和轨道。
• 气路系统:检查空压机压力是否稳定,滤水器是否正常工作,确保气压值在设备要求范围内(通常为0.4-0.6MPa)。清洁或更换堵塞的气管。
• 轨道:确保轨道平顺、无变形,螺丝在轨道中能单列顺畅滑动。
第四步:锁付头校准与更换
• 检查批嘴是否磨损,及时更换与螺丝型号完全匹配的批嘴。
• 校准电批/风批的下压深度和扭力,确保既能可靠锁紧又不会因过深或扭力过大导致螺丝卡滞或滑牙。
• 定期为运动部件(如滑杆)添加适量润滑油。
第五步:传感器与程序校验
• 清洁传感器感应面,检查其位置是否准确,灵敏度是否合适,确保能准确探测到螺丝的有无。
• 复核设备控制程序中的参数,如送料延时、锁付时间等。
三、预防性维护建议
杜绝卡料,重在预防:
- 建立日常点检制度:操作前检查螺丝质量、气压值,清洁设备表面和轨道。
- 执行定期深度保养:每周或每半月对振动盘内部、整个气路、传感器进行彻底清洁;每月检查关键部件的磨损情况。
- 规范操作培训:确保操作人员熟悉设备流程,能进行简单的故障识别与应急处理。
- 保持环境整洁:减少工作场所的灰尘和杂物,避免被吸入设备内部。
###
自动锁螺丝机卡料问题通常由物料、气路、机械或控制等多方面因素交织引起。通过从源头控制螺丝质量,并结合日常精细化的调整与维护,绝大多数卡料故障都可以被有效预防和快速解决,从而保障自动化生产线的持续稳定运行。若问题反复出现或无法自行解决,应及时联系设备供应商的专业技术人员进行诊断。
如若转载,请注明出处:http://www.rbakj.com/product/28.html
更新时间:2026-06-19 18:26:31